
ノーズRを考慮した計算方法
今回からは、ノーズRを考慮した座標値の計算方法を2回に分けて紹介していきます。
まず前提として、テーパー、円弧の交点の計算を理解しておいて下さい。でないと多分訳が分からないと思います。反対に交点の計算をしっかり理解しておけば簡単に分かると思います。
テーパーと円弧の交点の計算方法も紹介しているのでまだ読んでいない方は是非。
その1→NC旋盤の円弧とテーパーの交点の座標値の計算方法【その1】
その2→NC旋盤の円弧とテーパーの交点の座標値の計算方法【その2】
その3→NC旋盤の円弧とテーパーの交点の座標値の計算方法【その3】
その4→NC旋盤の円弧とテーパーの交点の座標値の計算方法【円弧】
ノーズR編→NC旋盤のノーズRを考慮した座標値の計算方法【その2】
4分の1円弧の場合の計算方法
円弧切削の場合、加工物の円弧rに沿って、半径R(ノーズR)の円が接しながら移動すると考えます。従ってプログラム上の円弧の半径は、rにノーズRをプラスまたは、マイナスしたものとして作成します。
ノーズRがマイナスになる場合(r-R)
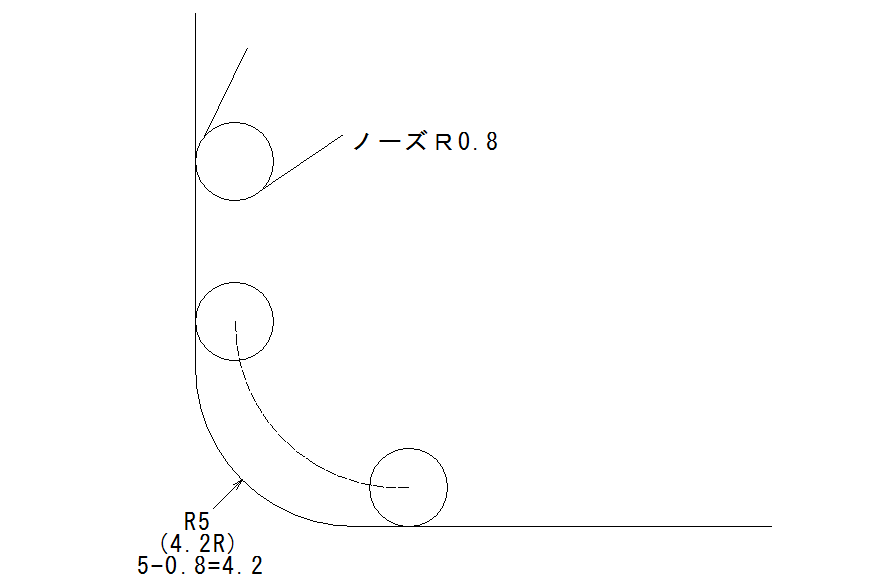
簡単に言うと隅Rの場合ですね。
ノーズRを考慮しない場合だとプログラム上はR5で作成しますが、ノーズRを考慮した場合だと、
5(半径r)-0.8(ノーズR)=4.2
となります。
では、これに寸法を追加して説明していきましょう。
φ100、ℓ50の場合、
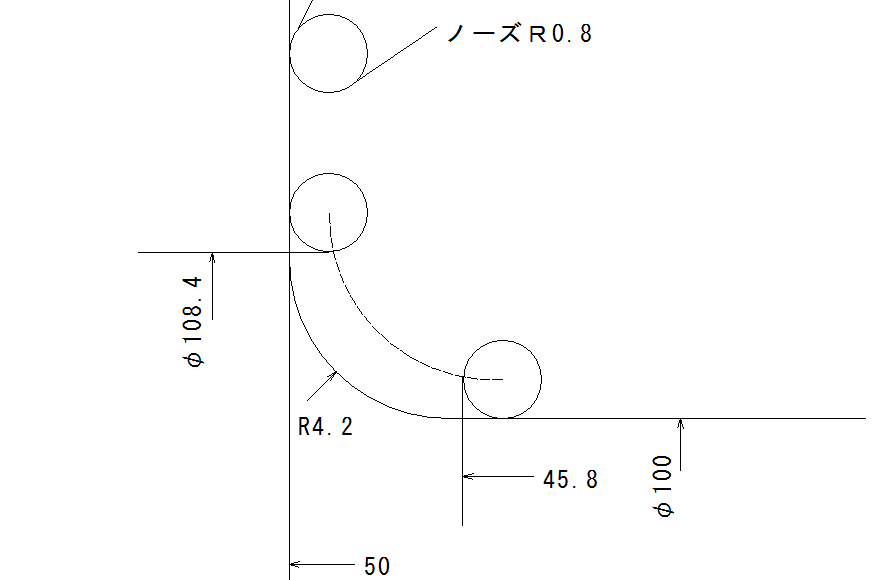
50-4.2=45.8
100+(4.2*2)=108.4
よって座標値は、
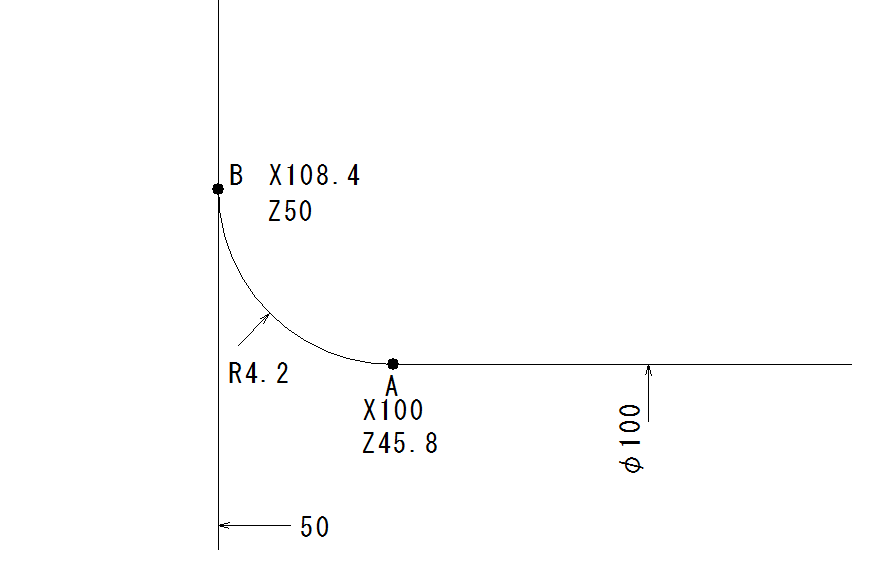
はい、簡単ですね!これが分からない方は一番最初から読み直しましょう!
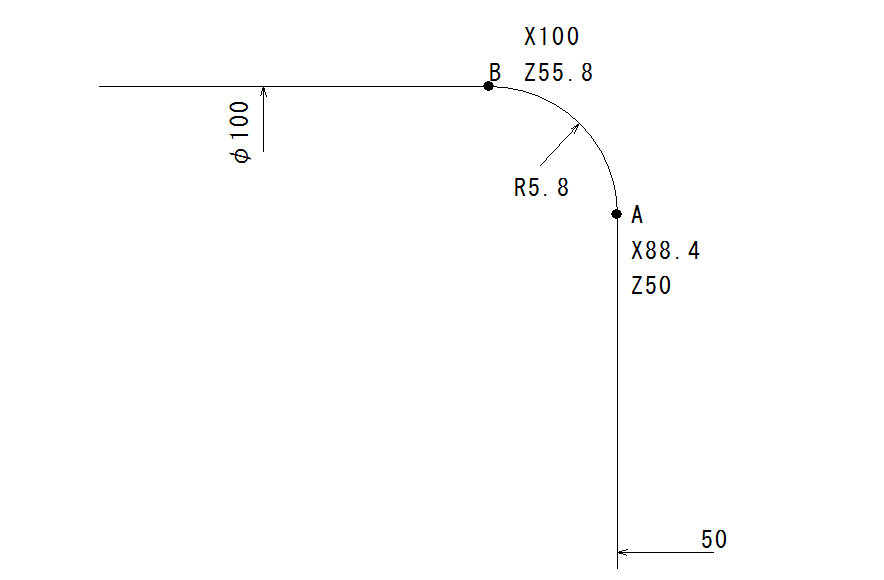
ノーズRがプラスになる場合
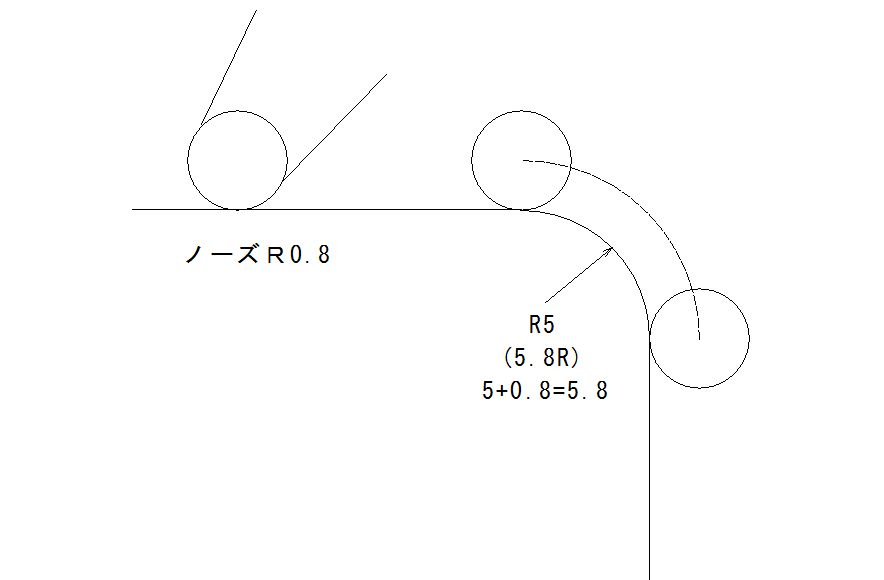
角Rの場合ですね。
ノーズRを考慮しない場合だとプログラム上はR5で作成しますが、ノーズRを考慮した場合だと、
5(半径r)+0.8(ノーズR)=5.8
となります。
では、これに寸法を追加して説明していきましょう。
φ100、ℓ50の場合、

50+5.8=55.8
100-(5.8*2)=88.4
よって座標値は、
 これも簡単ですね。
これも簡単ですね。
まとめ
半径rにノーズR分をプラスまたは、マイナスして計算する。
これはノーズRを考慮した計算をする時に絶対必要なので、しっかり理解しておきましょう!
その1→NC旋盤の円弧とテーパーの交点の座標値の計算方法【その1】
その2→NC旋盤の円弧とテーパーの交点の座標値の計算方法【その2】
その3→NC旋盤の円弧とテーパーの交点の座標値の計算方法【その3】
その4→NC旋盤の円弧とテーパーの交点の座標値の計算方法【円弧】
ノーズR編→NC旋盤のノーズRを考慮した座標値の計算方法【その2】


コメント
はじめまして
座標計算の仕方を探していたところこちらの工場長様のブログを拝見させていただき、大変参考になりました。
この度、どうしてもわからないところがありましてメッセージをさせていただきました。
手書きの稚拙な図で申し訳ないのですが図をアップロードしましたウェブサイトを添付させていただきましたのでお手数ですが見ていただけると有難いです。
この図の中で分からない座標が下記の箇所です(ノーズR0.4)
1、外径φ66.のR7と面取りR0.3を繋げるところです φ66から-4mmしたところがR7
2、外径φ106からφ90の41度のテーパ溝 (面取りはR0.3 隅RはノーズRのまま)
3、内径のφ75からR4とφ68のR2が55度で繋がったところ
加工工程は1、が2工程(向かって左端がZ0) 2、3が1工程(向かって右端がZ0)です
説明が分かりにくく申し訳ございませんが以上3点の中で分かるところがありましたらご教授よろしくお願い致します。
はじめまして、コメントありがとうございます。
1については申し訳ございません分からないですf^_^;)
と言うより加工不可な気が…
2
G01X106. Z-10.7
G03X105.09 Z-11.356 R0.7
G01X90. Z-14.177
Z-18.205
X105.09 Z-21.026
G03X106 Z-21.682 R0.7
3
G01X75.
Z-3.867
G02X71.93 Z-6.816 R3.6
G01X70.047 Z-7.475
G03X68. Z-9.441R2.4
これで合ってると思うのですが、もう一度確認してみて下さいね。